干熄炉斜风道耐火材料的损毁和提高寿命的途径
任社安(上海五冶建设有限公司工业炉窑工程公司,上海201900)
1 工程概况
焦炭的熄焦方式有湿法熄焦和干法熄焦两种。湿法熄焦因工艺简单、投资省,目前国内仍然采用,但此方法热量浪费相当大,且在焦炭内部产生大量热应力,造成焦炭产生裂纹和破裂。此外,煤中的硫在炼焦过程中部分脱除,残留在焦炭中的硫与水反应,产生硫化氢和二氧化硫,这些有害气体与水蒸气一起排到大气中污染环境。与湿法熄焦相比,干法熄焦具有减少水的浪费和利用焦炭热能达80%,还能改善焦炭质量和生产环境。随着社会的发展,对环保及节能的要求越来越高,近年来,我国越来越多的钢铁厂选用了干法熄焦装置。
熄焦室是干法熄焦装置中的主要组成部分,由上部锥体、预存室(环形气道)、斜风道和冷却室组成。焦炭靠自重在熄焦室中从上面的上部锥体经预存室进入冷却室,冷惰性气体(N2)从下面的风帽进入冷却室,在冷却室中进行热交换后,热惰性气体由斜风道进入环气风道,在开口部汇集,再经过除尘净化,经余热锅炉回收热量后,继续循环使用。
干法熄焦装置的种类较多,按熄焦能力分为75t/h、100t/h、125t/h、140t/h、160t/h等。 干熄焦系统耐火材料的一代炉龄正常为10~12年,斜风道部位为使冷却气体容易通过,将圆周20~36等分,并设置了支柱,斜风道支柱承受了上部隔墙及环风道内墙耐火材料的重量,是整个结构的关键部位。斜风道部位耐火材料的工作环境恶劣,长期受急冷急热、强气流冲刷、焦炭的摩擦以及不均匀受力等影响,从而导致支撑砖断裂, 过顶砖出现剥落,无法进行正常生产。
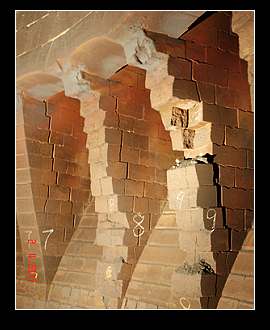
图1 斜道部位损毁状况
2 损毁机理
斜烟道部位目前大部分都采用莫来石结合炭化硅砖, 耐火砖的断裂形成过程是裂纹的成核、生长、扩展(亚临界裂纹扩展-临界扩展)直至断裂。
(1)SiC材料由于氧化引起裂纹扩展机理。在1000℃环境中,氧在裂纹尖端与SiC发生如下反应形成含有杂质的硅酸盐晶界薄层。
2SiC+3O2 → 2SiO2 +2CO↑
氧化过程包括氧离子通过氧化层传递到裂纹的尖端、SiC→SiO2 反应、CO从反应区离出三个阶段。氧化膜的形成是控制裂纹扩展的主要因素。SiC材料的裂纹生长属于氧化膜的塑性效应以及随后的热激活键撕裂机理控制。
(2)疲劳裂纹成核及扩展机理。由于材料上存在有设计和加工的缺陷,以及材料内部或表面非均质的裂纹成核部位都会产生应力集中,局部应力超过材料的屈服强度,产生显微范围内局部塑性变形,随着循环应力的继续,形成尖锐的裂隙,在一定部位上裂隙穿入基体发展成裂纹。
(3)热震损伤。材料由于温度聚变和急冷急热的条件下产生热应力,在热冲击循环作用下,材料先出现开裂、剥落,然后碎裂或变质,最终整体损坏。从断裂力学看,当热应力导致的存储于材料内的应变能足以支付裂纹的成核、生长、扩展而新生表面所须的能量,裂纹就形成和扩展。为了防止热震裂纹核的形成,要求材料具有较高的原始强度、热导和热扩散系数,以及较低的热膨胀系数。然而脆性材料不可避免出现裂纹核,当材料的原始强度较高时,成核后紧接着裂纹的极度动态扩展是难以避免的,因此往往导致灾难性的破坏。因此对于处于热震环境之中耐火材料原始强度不一定要很高。
3 改进方法
(1)提高耐材等级。建议在斜道部位采用氮化硅结合炭化硅砖。Si3N4的热膨胀系数小,氧化速度慢,体积稳定,有良好的导热性,Si3N4在1900℃才分解。氮化硅结合炭化硅砖的氮化硅能保护炭化硅的氧化,提高炭化硅抗氧化性。冷却段及上部工作层均用粘土结合莫来石砖,主要解决抗骤冷骤热和耐磨性。
(2) 施工方法的改进。加强控制斜道部位的平整度、斜道及以上部位的中心和垂直度,减少误差所带来斜烟道支柱的受力不均而加快损毁的进程。
(3)生产过程控制。减少斜道部位的氧化环境,避免SiC材料由于氧化引起裂纹的扩展。
4 施工方法的改进
斜风道-环形气道是干熄焦系统整个结构的关键部位,在施工时重点控制这两部分的施工,主要应控制标高、内径、平整度和灰缝。
(1)标高的控制。斜风道-环形气道标高以冷却区中段托砖板上表面与环形气道上部托砖板上表面之间尺寸作为砌筑分区基准。砌筑标高调整值计算公式如下:
H=h+n(d+δ)
式中的H为砌层砌筑标高调整值;h为下部砖层控制标高;n为 H与h之间的砖层数;d为砖厚度;δ为调整后的灰缝。
调整后的灰缝δ = 3+(冷却区中段托砖板上表面与环形气道上部托砖板上表面
实际相对高度-设计高度)/砖层数
斜风道支撑砖每天砌筑一层,每层每个支撑砖的标高都要检查复核,在允许误差范围内。
(2)内径的控制。斜风道-环形气道内径位置应按斜风道铁壳内径中心(炉芯) 为砌筑基准,只有中心重合,才能保证斜风道支撑砖受力均匀。在炉口焊接十字架,穿一根细钢丝,吊一个5kg线坠,线坠中心对准混凝土基础的炉芯,这根垂直的细钢丝作为斜风道铁壳内径中心(炉芯)。砌筑时在细钢丝上系一根伸缩性小的尼龙线,尼龙线上标志每层斜风道支撑砖半径尺寸,在每层斜风道支撑砖水平上拉线检查半径尺寸,同时检查斜风道支撑砖是否位于炉中心的放射线上。
斜风道支撑柱的多少要根据干熄焦室大小来定,但分布均匀。斜风道支撑柱砌筑之前, 以熄焦室与一次除尘器间纵向中心为基准,在罐壳上分出0°、90°、180°、270°的分度线。再根据斜风道支撑柱设计的分度数,画出每根斜风道支撑柱的分度线。砌筑每层时要拉线检查斜风道支撑砖是否位于炉中心的放射线上。斜风道支撑砖逐渐向炉内探伸,每层砌筑时严禁支撑砖上表面向下倾斜,使用水平尺检查平整度。
(3)其他砌筑事项。斜风道支撑砖在运输过程中要轻拿轻放,以防止碰撞而产生裂纹。斜风道支撑砖严禁加工。 斜风道支撑砖每天砌筑一层,确保泥浆凝固干燥。斜风道支撑砖上拱顶砖砌筑时应安设支撑拱,防止砌体下沉,支撑拱应在烘炉前再拆除。斜风道支撑砖上拱顶砖要同时砌筑,并同时将锁砖打入。
5 结论
氮化硅结合炭化硅砖由于价格贵,多数企业不采用,还没有推广开。通过施工方法的改进和控制,提高斜风道支撑柱部位的砌筑质量。另外,生产过程加强控制,减少炉体不均匀沉降及炉内氧化环境,能提高干熄焦斜风道耐火材料使用寿命。
