
HIsmelt工厂最新生产实践及工艺改进方向
2018-07-30
曹朝真,孟玉杰,梅丛华,闫方兴,章启夫
(北京首钢国际工程技术有限公司,北京 100043;
北京市冶金三维仿真设计工程技术研究中心,北京 100043)
1 前言
2005年,HIsmelt工艺首座商业化示范厂在澳大利亚建成,首次将HIsmelt技术推向工业化应用,此后合营厂进行了连续化试生产,2008年12月,合营厂受全球金融危机影响宣布关停。3年多的工业生产实践充分证明了HIsmelt技术的工艺可行性,但同时也暴露出炉缸耐材侵蚀较快、流化床故障率高、工厂作业率较低等工艺和设备问题,受合营厂关停的影响,此后一段时间HIsmelt技术的工业化进程遇到了较大的阻碍。
2016年,由首钢国际工程公司负责核心工厂设计的我国首座HIsmelt工业化工厂建成投产,该项目的设计建设过程,充分吸收了澳大利亚示范厂的实践经验和教训,以及近年来HIsmelt技术的创新成果,是在原有基础上一次系统优化和升级[1]。工厂投产以来,各项技术指标稳步提升,制约HIsmelt技术发展的耐材侵蚀等核心技术问题得到了较好的解决,目前主要技术指标已全面超越澳大利亚工厂。我国HIsmelt工业化工厂的成功稳定运行体现了HIsmelt技术的最新工业化成果,必将对熔融还原炼铁技术的发展起到显著的促进和引领作用。
2 HIsmelt工厂生产情况
2.1HIsmelt工厂生产指标

图1 HIsmelt工厂俯瞰图
Fig.1 HIsmelt plant in China
我国首座HIsmelt工厂于2016年8月建成并开始热试,至2017年6月共进行了多次热试车,热试车期间最长连续运行时间为70天,生产铁水约80,000t,单日最大产量为1920t,单月最大产量为5.06万t,通过近1年时间的工厂试运行,基本掌握了铁浴法冶炼的操作规律。从2017年9月开始,工厂运行趋于稳定,设备故障率显著降低,截止目前最长连续作业时间已经超过4个月,期间共生产铁水近20万t,近7个月时间里,工厂作业率达到88%,共产铁水约29.25万t,最大日产量达到设计产能的80%。
表1 HIsmelt工厂生产指标
Table 1 HIsmelt plant production indexes
|
项 目 |
国内工厂(截止目前) |
Kwinana厂 |
|
最长连续运行时间 |
超过4个月 |
68天 |
|
每班最大产量/t |
960 |
902 |
|
单日最大产量/t |
1920 |
1834 |
|
最佳周产量/t |
11658 |
9588 |
|
单月最大产量/t |
50572 |
37345 |
2.2 SRV炉耐材侵蚀情况
由于HIsmelt工艺采用较高的二次燃烧率,炉渣中FeO含量较高,熔融还原炉工作衬耐材,尤其是渣线部位的耐材侵蚀问题,一直是制约铁浴法熔融还原工艺发展的核心技术问题,在Kwinana厂生产过程中就多次因炉缸耐材侵蚀而被迫更换炉衬[2]。
在国内HIsmelt工厂的设计过程中对该问题给予了充分的重视,从炉缸砌筑结构、耐材材质、耐材冷却等多个方面进行了设计优化。一方面在炉缸渣线区域采用铜冷却壁替代了耐材,通过冷却后形成的渣皮实现对冷却壁的保护,从而彻底避免了渣线部位耐材的过快侵蚀问题;此外,在铜冷却壁下部靠近渣层部位,使用抗渣铁侵蚀性能优异的Al2O3-Cr2O3质材料来代替原有的MgO-Cr2O3质耐材,使耐材的冲刷和渣侵能力得到了显著提升。
通过近两年来的多次热试和连续生产的检验,炉缸耐材的侵蚀情况如图2所示。炉缸耐材整体情况良好,渣区铜冷却壁保持完整,生产期间未出现任何问题;渣区铜冷却壁下部的工作衬耐材,除超出冷却壁前端的部分耐材被侵蚀掉以外,整体保持完好,未出现局部过度侵蚀情况,根据内衬实际侵蚀情况测算,内衬的使用寿命有望达到3-5年。

图2 SRV炉耐材侵蚀情况
Fig.2 Refractory situation of SRV
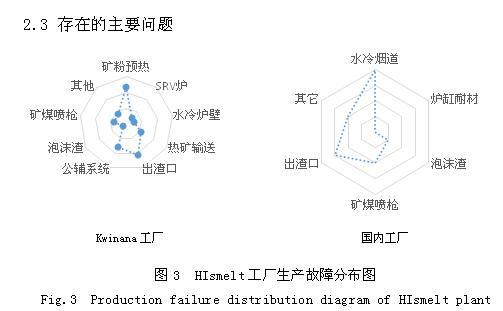
从HIsmelt工厂生产故障分布图可以看到,在Kwinana工厂生产过程中按照故障频率统计,影响工厂作业率的因素主要包括矿粉预热系统、出渣口、公辅系统故障等,而按照故障的影响程度分析则主要为矿粉预热、炉缸耐材和公辅系统问题,其中矿粉预热系统故障对工厂运行影响最大。
在国内HIsmelt工厂生产过程中,由于采取了一系列的设计优化,使得原有问题得到了较大的改善,主题工艺设备运行稳定,试生产期间出现的问题主要以外围设备故障为主,造成HIsmelt工厂停产的原因基本全部集中在水冷烟道的漏水问题上,目前通过对水冷烟道进行改造以及采取调整水量等措施,已经基本解决了水冷烟道的设备稳定性问题;此外,在生产过程中曾出现一次泡沫渣事故,主要是由于操作经验不足和矿煤喷吹系统的计量误差引起的,随着操作水平的提高和引入自动控制模型,已经较好的解决了该问题;单体设备中,渣口使用寿命问题给生产操作带来了一定的影响,后续需要进一步进行改进。
3 影响HIsmelt工厂达产的主要因素分析
……
关注“driinfo",手机上同步看直接还原、钢铁业内文章

相关文章
[错误报告] [推荐] [收藏] [打印] [关闭] [返回顶部]
 已有
已有


