
Gasification technologies
Gasification Technologies and Operations
Commercial gasifiers have been in operation for over 50 years. A wide range of feed materials have been used in gasifiers; however, the most commonly used feedstocks are coal, pet coke, and petroleum refinery bottoms (tars, heavy fuel oils, etc.). All types of coal can be used, including brown coal (lignite), black coal (sub-bituminous and bituminous), and anthracite. Usually, the lowest cost available feedstock is used in the gasifier.
There are three general types of gasifiers:
-entrained flow
-fixed bed
-fluidized bed
All three types can be used to make an acceptable reducing gas for a MIDREX DR Plant; however, the entrained flow and fixed bed gasification technologies are by far the most commonly used.
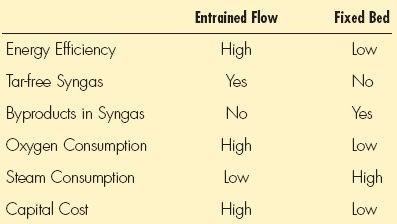
In an entrained flow gasifier, the carbonaceous feedstock and oxygen are continuously fed co-currently into either the top or bottom of the gasifier. The feedstock and oxygen react at a high temperature to produce the syngas. The reactor temperature is high enough to melt the ash components from the carbonaceous feedstock, which are discharged out the bottom of the gasifier as an inert slag. The dominant entrained flow gasification technology suppliers are Shell, GE (formerly Texaco), and ConocoPhillips.
In a fixed bed gasifier, coal is added to the top of the reactor via a lock hopper and oxygen and steam are continuously fed into the bottom of the reactor. As the coal descends, it is gasified by the counterflowing steam and oxygen. Most fixed bed gasifiers are designed to operate at a temperature below the ash melting point.
Relative Advantages and Disadvantages of Gasifier Types
Syngas Cleaning and Conditioning
The syngas produced in the gasifier must be cleaned and conditioned to be used in a MIDREX® DR Plant. Downstream of the gasifier, the hot syngas is cooled and scrubbed, which removes the particulates and most of the water vapor. It also generates a large quantity of byproduct steam that can be used elsewhere in the complex.
The majority of the acid gases (H2S, COS, and CO2) are removed from the syngas by an amine-type acid gas removal system. The concentrated sulfur gases are further treated to convert them into saleable elemental sulfur. Typically, more than 99.5 percent of all sulfur in the gasifier feedstock is collected as elemental sulfur. The concentrated CO2 can be sequestered or injected into oil and natural gas fields.
Sourced from MIDREX technologies Inc.